
(1) सबसे पहले, उच्च उत्पादन की अंधभक्ति का अर्थ है कि मशीन का प्रदर्शन सीमित है और अनुकूलन क्षमता कम है, और इससे उत्पाद की गुणवत्ता में गिरावट और दोष का जोखिम बढ़ जाता है। बाजार में बदलाव आने पर, मशीन को केवल कम कीमत पर ही संभाला जा सकता है।
उत्पादन, कार्यक्षमता और गुणवत्ता तीनों को एक साथ प्राप्त करना अक्सर असंभव क्यों होता है? हम सभी जानते हैं कि उत्पादन बढ़ाने के दो तरीके हैं: तेज़ गति और फीडरों की संख्या में वृद्धि। जाहिर है, फीडरों की संख्या बढ़ाना आसान लगता है।
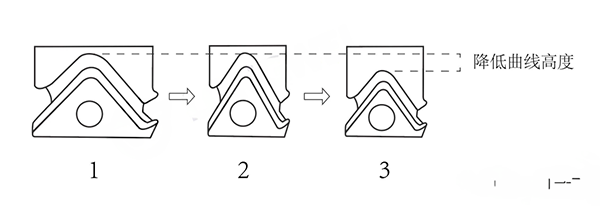
लेकिन, यदि फीडरों की संख्या में वृद्धि हो जाए तो क्या होगा? जैसा कि निम्नलिखित चित्र में दिखाया गया है:
फीडरों की संख्या बढ़ने के बाद,कैम की चौड़ाईवक्र संकरा हो जाता है और ढलान तेज हो जाता है। यदि वक्र बहुत अधिक ढलान वाला हो, तो सुइयाँ गंभीर घिसाव का कारण बनेंगी, इसलिए वक्र को चिकना बनाने के लिए उसकी ऊँचाई कम करनी होगी।
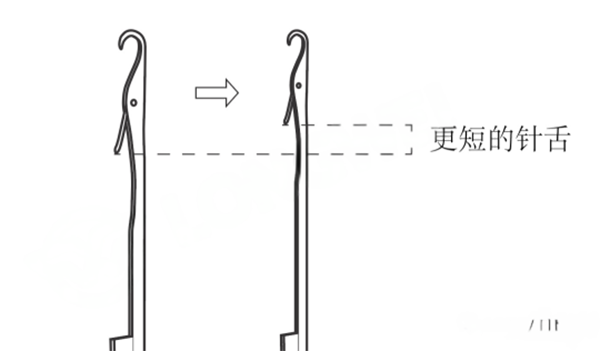
वक्र को नीचे करने के बाद,सुई की ऊंचाईजब सुई का आकार नीचे हो जाता है, तो लंबी सुई वाले लैच की बुनाई सुई की कुंडली पूरी तरह से पीछे नहीं हट पाती है, इसलिए मशीन केवल छोटी सुई वाले लैच की बुनाई सुई का ही उपयोग कर सकती है।
फिर भी, कम की जा सकने वाली जगह सीमित है। इसलिए, हाई फीडर मशीन का कोना वक्र हमेशा अपेक्षाकृत अधिक ढलान वाला होता है। इसका अर्थ है कि टांकों के घिसने की गति भी तेज़ होगी।
सूती धागा बनाने और उसमें लाइक्रा मिलाने के दौरान छोटी सुई कुंडी वाली सुई को चलाना अधिक कठिन हो जाएगा।
संकीर्ण कोने के घुमाव और जाली नोजल के छोटे स्थान के कारण, मशीन के लिए समय की स्थिति को समायोजित करना अधिक कठिन होता है। विभिन्न कारकों के कारण, अधिक संख्या में फीडर वाली मशीन का एकल उपयोग और इसकी कम अनुकूलन क्षमता होती है।
(2) उच्च फीडर संख्या और उच्च उत्पादन से उच्च लाभ नहीं मिलता।
फीडरों की संख्या जितनी अधिक होगी, मशीन का प्रतिरोध उतना ही अधिक होगा और बिजली की खपत भी उतनी ही अधिक होगी। ऊर्जा संरक्षण का नियम तो सभी जानते हैं।
फीडरों की संख्या जितनी अधिक होगी, मशीन उतनी ही अधिक गति से एक ही चक्र में घूमेगी, सुई के लैच के खुलने और बंद होने की संख्या उतनी ही अधिक होगी, आवृत्ति उतनी ही तेज होगी और सुई का जीवनकाल उतना ही कम होगा। इससे बुनाई की सुइयों की गुणवत्ता का परीक्षण होता है।
सुई के खुलने और बंद होने की आवृत्ति जितनी अधिक होगी, कपड़े की सतह पर अस्थिर कारकों की संभावना उतनी ही अधिक होगी, और जोखिम भी उतना ही अधिक होगा।
उदाहरण के लिए: 96-फीडर मशीनें सुई लैच के खुलने और बंद होने का एक चक्र 96 बार चलाती हैं, प्रति मिनट 15 चक्कर, 24 घंटे में खुलने और बंद होने का समय: 96*15*60*24=2073600 बार।
158 फीडर वाली मशीन सुई लैच के खुलने और बंद होने का एक चक्र 158 बार चलाती है, प्रति मिनट 15 चक्कर, 24 घंटे में खुलने और बंद होने का समय: 158*15*60*24=3412800 बार।
इसलिए, बुनाई की सुइयों के उपयोग का समय साल-दर-साल कम होता जा रहा है।
(3) इसी प्रकार, प्रतिरोध और घर्षणसिलेंडरइनका आकार भी अधिक है, और पूरी मशीन की फोल्डिंग गति भी तेज है।
इस स्थिति में, यदि प्रसंस्करण शुल्क समय या रोटेशन के आधार पर गणना किया जाता है, तो इन नुकसानों की भरपाई के लिए एक समान प्रसंस्करण शुल्क होना आवश्यक है। वास्तव में, यदि यह बहुत ही अत्यावश्यक ऑर्डर नहीं है, तो प्रसंस्करण शुल्क अक्सर फीडरों की संख्या के बराबर नहीं हो पाता है।
उच्च उत्पादन का वास्तविक लक्ष्य मशीन की सटीकता और परिशुद्धता को बढ़ाकर तथा अधिक तर्कसंगत डिजाइन से प्राप्त किया जा सकता है। मशीन को अधिक ऊर्जा-कुशल बनाएं, प्रदर्शन को अधिक स्थिर और विश्वसनीय बनाएं तथा घिसाव और घर्षण को कम करके बुनाई सुई की सेवा अवधि बढ़ाएं। इससे कपड़े की गुणवत्ता बेहतर होगी और अनावश्यक नुकसान कम होंगे।
पोस्ट करने का समय: 19 जनवरी 2024